
Page 51 - 《压滤机滤板参数》
P. 51
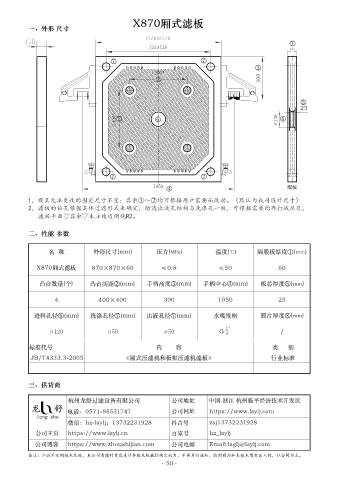
X870厢式滤板
一、外形 尺寸
①
725X725
⑦ ⑦
③
(400)
② 300
⑤
25
(400) ② ⑥ ∅ 120 ⑥
⑦ ⑦
1050 ④ 配板
1,模具无法更改的固定尺寸不变;其余①~⑦均可根据用户需要而改动。(默认为我司设计尺寸)
2,滤板的钻孔根据具体过滤形式来确定,暗流出液孔结构与洗涤孔一致,可根据需要均布打减压孔,
滤板平面 其余 未注棱边倒钝R2。
二、性能 参数
名 称 外形尺寸(mm) 压力(MPa) 温度(℃) 隔膜板厚度①(mm)
X870厢式滤板 870×870×60 ≤0.8 ≤50 60
凸台数量(个) 凸台间距②(mm) 手柄高度③(mm) 手柄中心④(mm) 板芯厚度⑤(mm)
4 400×400 300 1050 25
进料孔径⑥(mm) 洗涤孔径⑦(mm) 出液孔径⑦(mm) 水嘴规格 膜片厚度⑧(mm)
1″
∅ 120 ∅ 50 ∅ 50 G — /
2
标准代号 内 容 类 别
JB/T4333.3-2005 《厢式压滤机和板框压滤机滤板》 行业标准
三、供货商
杭州龙舒过滤设备有限公司 公司地址 中国.浙江 杭州临平经济技术开发区
龙 舒 电话:0571-88531747 公司网址 https://www.lsylj.com
long shu
微信:hz-lsylj;13732231928 抖音号 zsj13732231928
公司主页 https://www.lsylj.cn 百家号 hz_lsylj
公司博客 https://www.zhoushijian.com 公司电邮 Email:lsglj@lsylj.com
备注:产品不定期技术改进,本公司有随时更改设计参数及机械结构之权力,不再另行通知,收到商品和本技术图有出入的,以合同为主。
·50·